Dabei verriet der Blick in die Datenbank, dass die Werkzeugaufnahme noch gar nicht so alt war. Vor allem, wenn man die gleiche Bauart mit und ohne Innenkühlung verglich, lagen in Punkto Lebensdauer zum Teil Welten dazwischen.
Solche Erfahrungen sind über Hersteller hinweg Alltag und das führte im Laufe der Zeit immer wieder zu der Frage, ob sich der Aufwand und die Kosten lohnen, mit innengekühlten Werkzeugen zu arbeiten.
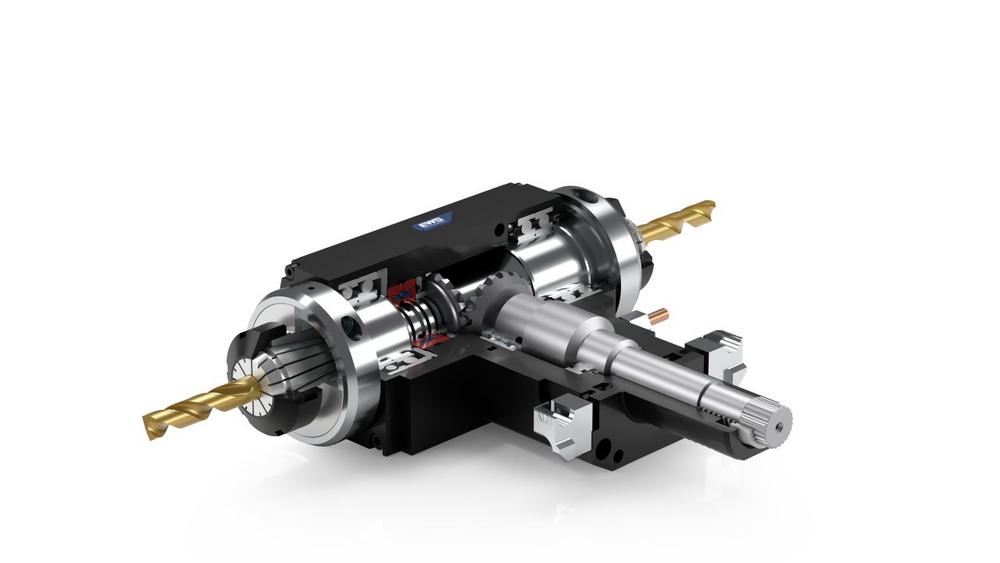
Besonders gerade Werkzeugsysteme mit durchgehender Welle, also ohne Versatz oder Winkeltrieb, oder auch abgewinkelte Doppelspindler haben die Herausforderung, dass die Werkzeugspindeln nicht verjüngt werden können, um die Drehmomentresistenz zu gewährleisten. Dies hat zur Folge, dass derartige Geräte einen Dichtsatz benötigen, der auf einem großen Durchmesser mit hoher Umfangsgeschwindigkeit abdichten muss.
Obwohl es allgemein bekannt ist, dass die Schnittdaten mit den entsprechenden Kühlkanalwerkzeugen weit nach oben gefahren werden können und dazu noch bessere Schneiden-Standzeiten aufweisen, wird der Schritt, diese Innenkühlungstechnologie einzusetzen, bis heute oft nicht getan.
Die Gründe sind offensichtlich und nachvollziehbar:
Die Dichtungen, so sagt man, sind anfällig; Druck Drehzahl-Diagramme sind zu beachten, was nichts anderes bedeutet, als dass man den Kühlmitteldruck bei höheren Drehzahlen entsprechend einem Diagramm des Herstellers abregeln muss. Aber Hand aufs Herz, wer kann das realisieren? Wie kann man sicherstellen, dass nicht mit zu hohem Druck gearbeitet wird und wie ist ein zweifelsfreier Gegenbeweis für einen Hersteller zu führen? Außerdem kommt hinzu, dass viele Maschinen keine dynamische Druckregelung bieten. Entweder haben sie nur eine oder zwei Druckstufen nach dem schwarz/weiß Prinzip, sprich „an“ oder „aus“.
Hinzu kommen deutliche Einschränkungen hinsichtlich der Trockenlaufeigenschaften. Dies bedeutet, dass die Werkzeugaufnahmen nicht ohne Kühlemulsion verwendet werden dürfen. Dahinter verbirgt sich die Tatsache, dass die Dichtelemente des Dichtsatzes den Öl-Anteil der Emulsion zur Schmierung und Kühlung benötigen, da diese ansonsten extrem schnell verschleißen, verhärten oder gar verbrennen und somit ihre Dichtwirkung verlieren.
Es ist leicht zu erkennen, dass die herstellerseitig notwendigen Vorgaben vom Anwender nur schwer einzuhalten sind. Wer will nicht beim Einfahren eines neuen Werkzeuges zunächst sicher gehen, dass die eingestellten Längen stimmen? Das wird im Allgemeinen ohne eingeschaltetes Kühlmittel überprüft. Oder was ist zu tun, wenn man Außenkühlung benötigt, weil das Schneidwerkzeug nicht IK tauglich ist oder man auf Grund des Werkstoffes auf Kühlung gänzlich verzichten muss?
Die Argumentationsreihe ließe sich beliebig fortsetzen. Hinzu kommt ein weiterer, entscheidender Faktor, das ist der Preis. Die Innenkühlungstechnologie ist deutlich teurer als die Standard-Außenkühlungsversion und die Lebensdauer ist bei nicht sachgemäßer Anwendung deutlich eingeschränkt.
Neue Keramikdichtung schafft neue Perspektiven für Innenkühlungswerkzeuge
Durch die neue HPC-Linie der EWS Weigele GmbH & Co. KG in Uhingen werden alle oben genannten technischen Gegenargumente zu Innenkühlungswerkzeugen entkräftet und die Schwachstellen behoben. Allein der etwas höhere Preis bleibt, was aber durch die flexible Einsatzfähigkeit und den signifikanten Mehrwert sicher kein entscheidendes Kriterium ist, die Technologie nicht einzusetzen.
„Wir haben uns lang auf dem Markt umgesehen, um eine Dichtung nach unseren Anforderungen zu finden“ sagt Michael Wiesenberg aus der Entwicklungsabteilung des Uhinger Unternehmens, „aber uns wurde gesagt, dass unsere Anforderungen im Standard nicht abzudecken sind und Sonderlösungen auch in Serie sehr teuer wären!“
Das war der Auslöser für eine breit angelegte eigene Entwicklungsarbeit, die letztendlich zum Erfolg führte.
„Es ist das Zusammenspiel der unterschiedlichen Einflussgrößen, die zunächst zu analysieren waren. Reibkräfte, Hydrostatik, Bauteilgeometrien und Fertigungstechnologien galt es zu optimieren und aufeinander abzustimmen“, so der Entwickler.
Heraus kam eine auf Industriekeramik basierende Dichtungstechnologie, die dem Anwender ein Höchstmaß an Flexibilität und Prozesssicherheit gewährleistet.
Das Herzstück der aus mehreren Teilen bestehenden Cartridge-Dichtungseinheit sind 2 koaxial angebrachte Ringelemente, die sich im Innenraum schwimmend bewegen. Kommt das Werkzeugsystem zum Einsatz und wird mit innerer Kühlmittelzufuhr gearbeitet, legen sich die Dichtelemente im Millisekunden Bereich an die Tangentialflanken des Trägersystems an. Dabei stehen die Dichtungselemente still und dichten gegen das rotierende Trägersystem durch Reibschluss ab. Durch polierte Laufflächen und eine geometrisch optimierte Druckkammer wird die Reibkraft
* Fr=µ x Fp auf ein Minimum reduziert und schafft so die Voraussetzung, bis zu 100 bar Druck zu übertragen und das bei Drehzahlen bis zu 12.000 1/min.
Dies bedeutet, Druck-Drehzahldiagramme gehören der Vergangenheit an und auch Laufzeiten sind, im für angetriebene Werkzeugsysteme üblichen Bereich, ohne Einschränkung möglich.
Die während des Dichtungsschließvorganges entstehende Minimalleckage wird über einen Entspannungsraum druckfrei maschinenseitig abgeleitet.
Sobald der Druck im Dichtungsbereich abfällt, verlieren die Dichtungselemente ihren Kontakt zum Trägersystem und laufen wieder schwimmend mit.
Durch diesen Effekt ist es möglich, dass die Werkzeugsysteme auch im Permanentbetrieb trocken gefahren werden können und trotzdem nahezu keine zusätzliche Laufwärme entsteht.
Für den Anwender bedeutet dies maximale Flexibilität. Optional wird eine Kühleinheit mit einem eingebauten Ventil offeriert, dass das Umschalten von Innen- auf Außenkühlung einfach und schnell über eine 180° Verdrehung ermöglicht.
Die HPC-Dichteinheit wird serienmäßig in allen IKD und IKC Werkzeugen der EWS verwendet und ist laut Hersteller preisgleich wie die bisherigen IK Werkzeuge.
* Fr= Reibkraft µ= Reibfaktor Fp=Druckkraft
Die Gründung von EWS geht auf das Jahr 1960 zurück. Die heutige Kernkompetenz liegt im Bereich Werkzeugsysteme für CNC-Drehmaschinen (statische und angetriebene Werkzeuge) und wird mit EWS-Korea auf Revolver und Revolverträgersysteme erweitert. Über 400 Mitarbeiterinnen und Mitarbeiter in der EWS-Group prägen durch Ihre individuelle Begabung das Profil der heutigen Unternehmensgruppe.
EWS Weigele GmbH & Co. KG
Maybachstraße 1
73066 Uhingen
Telefon: +49 (7161) 93040-100
Telefax: +49 (7161) 93040-30
https://ews-tools.de/
Marketing
Telefon: +49 (7161) 93040-554
E-Mail: johannes.bruns@ews-tools.de
![]()