Für den Betreiber war schnell klar: Die Verbindung musste vollständig und normgerecht nachgerechnet werden. Ziel war es, die tatsächlichen Einflussfaktoren zu identifizieren, die Versagensursache technisch sauber zu belegen und die Schraubenverbindung dauerhaft betriebssicher auszulegen.
Komplexe Randbedingungen – hohe Streuung der Vorspannkraft
Die Verbindung arbeitete in einem anspruchsvollen Umfeld:
- Edelstahl-Schrauben in Kontakt mit Edelstahlbauteilen
- wechselnde Temperaturen
- variable Schmierbedingungen
- aggressive Medien
- Montage mit festem Drehmoment – ohne Kontrolle der realen Reibwerte
Gerade bei Edelstahlverbindungen können sich Reibwerte stark verändern. Die Folge: erhebliche Streuungen der erzielten Vorspannkraft. Und genau hier lag das Problem.
Ursachenanalyse nach VDI 2230
Zur systematischen Bewertung wurde der Schadensfall nach den Schritten der VDI 2230 analysiert. Dabei wurden unter anderem:
- Betriebslasten aus Drehmoment und Umfangskraft bestimmt
- die erforderliche Klemmkraft zur Sicherstellung des Reibschlusses ermittelt
- Setzverluste und thermische Einflüsse berücksichtigt
- die Vorspannkraft in Abhängigkeit der Reibwerte berechnet
- der Dauerfestigkeitsnachweis für die höchst belastete Schraube geführt
Besonders kritisch war die parametrische Untersuchung des Reibwerts.
Parametrische Analyse – ein unterschätzter Einfluss
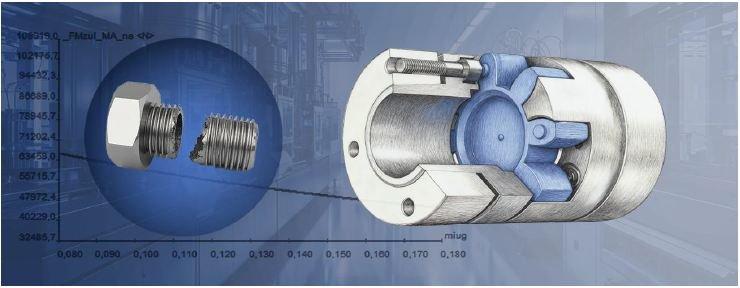
Bei identischem Anziehmoment von 120 Nm ergaben sich in Abhängigkeit vom Reibwert drastische Unterschiede:
- bei µ = 0,08: ca. 68 kN Vorspannkraft
- bei µ = 0,16: ca. 36 kN Vorspannkraft
Die erzielte Vorspannkraft variierte damit nahezu um den Faktor zwei – bei identischer Montageeinstellung.
Die Analyse zeigte: Mit einer realen Reibzahl um 0,16 wurde lediglich eine Vorspannkraft von rund 36 kN erreicht. Diese reichte nicht aus, um die exzentrischen Betriebskräfte sicher aufzunehmen. Die Schrauben wurden zusätzlich wechselnd auf Zug und Biegung beansprucht – die Spannungsamplitude überschritt die Dauerfestigkeit.
Das Ergebnis: vorzeitiger Ermüdungsbruch.
Von der Analyse zur belastbaren Lösung
Erst durch die systematische Berechnung konnten konstruktive und montagetechnische Maßnahmen gezielt bewertet werden. Dazu gehörten unter anderem:
- Anpassung der Vorspannkraft
- definierte Schmierung
- Optimierung des Montageverfahrens
- konstruktive Maßnahmen zur Reduktion von Querkräften
Die überarbeitete Verbindung wurde anschließend erneut überprüft und messtechnisch validiert. Die gemessenen Vorspannkräfte lagen nur 3 % vom berechneten Sollwert entfernt. Im weiteren Betrieb traten keine erneuten Schäden auf.
Relevanz für die EU-Maschinenverordnung 2027
Neben der technischen Optimierung spielt auch die Dokumentation eine entscheidende Rolle. Die vollständige, prüffähige Berechnung bildet bereits heute die Grundlage für die Nachweispflichten der neuen EU-Maschinenverordnung (EU) 2023/1230, die ab Januar 2027 verbindlich wird.
Gerade hier stoßen individuelle Excel-Berechnungen häufig an ihre Grenzen – sowohl in der Iteration als auch in der Prüffähigkeit.
Fazit
Der Fall zeigt eindrücklich, wie sensibel Schraubenverbindungen auf Streuungen der Reibwerte reagieren. Unkontrollierte Montagebedingungen können die Dauerfestigkeit deutlich unterschreiten – mit erheblichen wirtschaftlichen Folgen.
Eine systematische, VDI-2230-konforme Analyse ermöglicht es, Risiken frühzeitig zu erkennen, technisch zu belegen und nachhaltig zu beheben.
Lesen Sie die vollständige Fallstudie mit Diagrammen, Berechnungsdetails und umgesetzten Optimierungsmaßnahmen auf unserer Website:
Zur kompletten Analyse ›
Schraubenbruch an Kupplungsnabe – Ursachenanalyse nach VDI 2230
MDESIGN Vertriebsgesellschaft mbH
Königsallee 45
44789 Bochum
Telefon: +49 (234) 30703-60
Telefax: +49 (234) 30703-69
http://www.mdesign.de
Business Development | Kommunikation
Telefon: +49 (234) 30703-27
E-Mail: nico.michalski@mdesign.de
![]()